时间:2018-04-21 13:18来源:中国航空网 作者:中国航空
|
▲阿帕奇直升机机身背部的两个方筒就是它的两台涡轮轴发动机。 冲压发动机
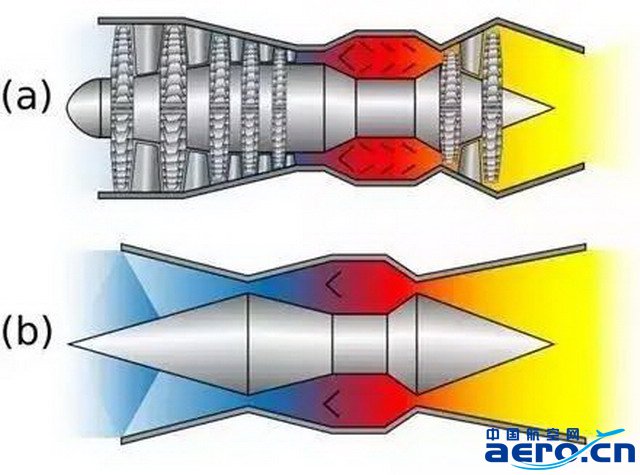
▲(a)涡喷发动机(b)冲压发动机,可以看到冲压发动机省去了一系列的压气机和涡轮结构,变得更加轻巧,但只有高速下可以正常运转。 冲压发动机从工作原理来说和涡喷发动机的一样的,但实际上由于省去了所有涡轮结构,冲压发动机又不能归入燃气涡轮发动机的范畴。 冲压发动机去掉了前部的一连串压气机结构。因为,飞行器飞得越快,迎面而来的空气就越快,当达到高超音速时,空气自然被压入进气道,并形成高气压。高压空气进入燃烧室,混入燃油,剧烈燃烧并向后高速喷出以得到动力,与涡喷发动机原理无异。需要说明的是:冲压发动机只有在非常高的速度下才可以运行。
▲目前投入使用的最快的飞机SR-71黑鸟高空高速侦察机 目前成功使用的例子是美国的超高音速侦察机SR-71“黑鸟”,黑鸟可以达到3倍音速,在3倍音速的状态下,它的发动机内部结构可以通过调整结构,改变为冲压发动机模式运行。 现代工业皇冠上的明珠
航空发动机和地面燃气轮机被誉为现代工业的“皇冠”, 是国家综合实力的重要标志之一。提高航空发动机的性能就必须提升其关键部件——涡轮叶片的性能。涡轮叶片由于处于温度最高、应力最复杂、环境最恶劣的部位而被列为第一关键件,并被誉为“皇冠上的明珠”。 涡轮叶片也称动叶片,是涡轮发动机中工作条件最恶劣的部件,又是最重要的转动部件。 先进航空发动机的燃气进口温度达1380℃,推力达226KN。涡轮叶片承受气动力和离心力的作用,叶片部分承受拉应力大约140MPa;叶根部分承受平均应力为280~560MPa,相应的叶身承受温度为650~980℃,叶根部分约为760℃。未来发动机叶片的铸造工艺直接决定了发动机的性能 ,也是一个国家航空工业水平的显著标志。
除了高温条件,热端叶片的工作环境还处在高压、高负荷、高震动、高腐蚀的极端状态, 因而要求叶片具有极高的综合性能,这就需要叶片采用特殊的合金材料(高温合金),利用特殊的制造工艺(精密铸造加定向凝固)制成特殊的基体组织(单晶组织), 才能最大可能地满足需要。复杂单晶空心涡轮叶片已经成为当前高推重比发动机的核心技术,正是先进单晶合金材料的研究使用和双层壁超气冷单晶叶片制造技术的出现, 使单晶制备技术在当今最先进的军用和商用航空发动机发挥关键作用。目前, 单晶叶片不仅早已安装在所有先进航空发动机上,也越来也多地用在了重型燃气轮机上。 涡轮叶片制造技术 涡轮叶片的发展经历了细晶强化、定向凝固和铸造单晶三个阶段。 半个多世纪以来,涡轮叶片的承温能力从上世纪 40 年代的 750℃提高到了 90 年代的 1500℃左右再到目前的2000℃左右。而镍基高温合金单晶叶片与定向凝固叶片相比可提高工作温度 25℃~50℃,而每提高 25℃从工作效率的角度来说就相当于提高叶片工作寿命 3 倍之多。应该说,这一巨大成就是叶片合金、铸造工艺、叶片设计和加工以及表面涂层各方面共同发展所做出的共同贡献。
现代航空发动机涡轮前温度大大提升,F119 发动机涡轮前温度高达 1900~2050K,传统工艺铸造的涡轮叶片根本无法承受如此高的温度,甚至会被熔化,无法有效地工作。单晶涡轮叶片成功解决了推重比 10 一级发动机涡轮叶片耐高温的问题,单晶涡轮叶片优异的耐高温性能主要取决于整个叶片只有一个晶体,从而消除了等轴晶和定向结晶叶片多晶体结构造成晶界间在高温性能方面的缺陷。 单晶叶片的凝固缺陷 单晶涡轮叶片是目前航空发动机所有零件中制造工序最多、周期最长、合格率最低、国外封锁和垄断最为严格的发动机零件。制造单晶涡轮叶片的工序包括压芯、修芯、型芯烧结、型芯检验、型芯与外型模具的匹配、蜡模压注、蜡模X 光检验、蜡模壁厚检测、蜡模修整、蜡模组合、引晶系统系统及浇冒口组合、涂料撤砂、壳型干燥、壳型脱蜡、壳型焙烧、叶片浇注、单晶凝固、清壳吹砂、初检、荧光检查、脱芯、打磨、弦宽测量、叶片X 光检查、X 光底片检查、型面检查、精修叶片、叶片壁厚检测、终检等制造环节。除此之外,还必须完成涡轮叶片精铸模具设计和制造工作。 |